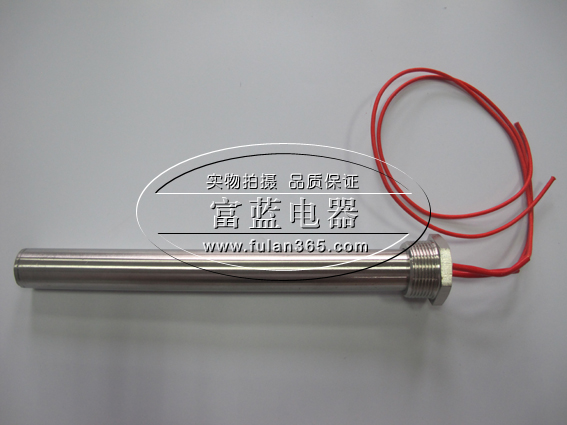
�ӿDz���ֵ�ͷ���ȹ�������
�й�������ҵ�ͺţ�M3��һͷҲ�Ƕ������ͽṹ��
���ȹ���һ���ģ�һ�������²�����ɣ���Ե�ӡ���ڲ��ϡ�������������ϡ�����˿���������ܡ����߶ˡ����ڲ��������˽��ߵļ��Ƚ����й�����
�ӿDz���ֵ�ͷ���ȹ�Ӧ�÷�Χ��
��������ľ�ġ�ֽ�š�ӡȾ������ȡ�
����ʯ�������������ʵ����ڼ��ȡ�
�ۻ����۵�Ͻ�����Ǧ¯������¯�ȣ�����ֵ�����������ͷ����ȹܽ�ȡů��
�������������;�ֹ������
�����߷������װ�á�
���µ�¯�����ѭ���Ĺ�ҵ�õ�¯����¯��ȡ�
�͡�ˮ��������ѧҺ�塢��Ʋ�Һ�еļ���װ�á�
��ˮ������װ�á�
���ļ���װ�á�
��ʳƷ��ҵ�У������濾������������ɡ���㣬
������Ʒ�ӹ����ͼ���װ�ü�����Ʒģѹ��װ���С�
ҽ�����������豸�У�����������������ȡ�
�ճ������и��ּ��õ������ߣ�
Ӧ�������ϳ���ģ�ߡ���ѹ���ͻ�е�����̻�е�����ٷ�ڻ�����ҩ��е��������������Ьҵ���뵼�干�����ӡ�ѹ��������������Լ�����ע�䡢������������ʱ������ЧӦ���豸���ȡ�
�ӿDz���ֵ�ͷ���ȹ��ص㣺
1��һͷ��һ�ˣ����ߣ�
2����˿��ʽ����ͨ���ȹܲ�ͬ���ر������ڷ½��ڵ�
3�������Ĺ����б���ͨ���ȹ��и���Ĺ��գ������� �ܣ�
4���ṹ��ͬʱ����ʡ�磬
5. ��Ч�ʣ����������о��ĸ߾��Ȳ�Ʒ����Ĵ���������
6����������ʹ�ø����Ͻ����壬�������¡����������ܣ�����ʹ�����ȡ� ���¾�Ե����þ��
7���ι��ԣ������ܹ�����ʹ��ʱ��е������Ľṹ��ƣ�
8���������ܣ����������ľ�Ե���ܣ�
9���ɲ����ԣ���ʹͬʱʹ�ö�����������˴˼�Ҳ��������ţ��ں�������������ߣ�
10�������ͺţ������������״���졣ͬʱ���ܰ��տͻ�Ҫ���ơ�
�ӿDz���ֵ�ͷ���ȹ�����Ҫ��
���ݹ�����ر������ȹ�������Ҫ��
1������ʱ���������ѹ�£�
2�������ƫ���ڳ�ַ��ȵ������£���ȡ�����еĽϴ�ֵ��
3��й¶����</DIV>�������5mA��I=1/6��tT×0.00001��I-��̬й¶����5mA���ȳ���mmT-�����¶ȡ���Ԫ����������Դ��ʱ��
4����Ե�����ܷ������R=����10-0.015T��/t��×0.001R-��̬��Ե����MΩt-���ȳ���mmT-�����¶ȡ�
5����Ե��ѹǿ�ȣ���������ͻ�������
6������ͨ�ϵ������������������
7��������������������
8�������ԣ�����������
�ӿDz���ֵ�ͷ���ȹ�ʹ��ע�����
1. �����¶�-20��~+60�棬����ʪ�Ȳ�����95%�������Ӧ��Ч�ӵء�
2 ʹ��ǰ��Ե�������2��ŷʱ��
3 �������ܶȲ���ֵ�����������ͷ����ȹ���ʹ���ڼ䣬��ɲ���ֵ�����������ͷ����ȹܱ����������̣����������IJ���ֵ�����������ͷ����ȹܲ�����Ҫ���������ã��ʺϵĿ����˷��㻻����ֵ�����������ͷ����ȹ�֮�⣬����ӳ����ȹܱ�����ʹ��������
4��������ͷ��ף�ʹ����ֵ�����������ͷ����ȹ�ɢ�Ȳ��������������¶Ȳ�ƽ����
5.Ӧע����߶�֮����þ�ۡ�
6.����ʹ�ã���ÿ���Ԥ��5���ӣ�����©��Σ�գ�ʹ�õ��Ȼ�е�����װ�ӵ��ߡ�
7.Ӧ���Թ̶�������ʹ���ȴ����ࡣ
8.ʹ��ע�⽨�飺ģ���ȣ��Ͻ����ջ�����ˮʹ�á�
9.ƽʱ���ע����������ڿ������ﴦ�����ϴ����ܷ���� ���Ͻ������ڳ�ʪ����������Եƫ��ʱ������200�Ⱥ����и��
����ֵ�ͷ���ȹܵ��������̣�
һ���йܣ����ϣ�
��.�����ܹ����Ҫ���ÿ�����ι��⾶���≤0.2mm���ܱں����≤0.2mm��
��.�пڲ��������ڵ������ж���Ħ����������ë�̣�
��.�пڿ���Ӧ������2.5mm��
��.���ȹ���Ϊ±0.5mm��
��.���Լ�Ϊ��������Ա�죬����죻
���������豸���ֵ����ְ�ߡ����ߡ����ߡ��DZ�������
�������ǣ�ȥë�̣�
��.�����������ڿ���0.3×45°��������ë�̣�
��.��ѹ������ѹ��������ѹ6��7�������������ܽ���ˮ���й۲��������ݲ�����
���������豸����ͷ��̨������ѹ����ˮ�ۡ����ѹ������
����ϴ��
��ëˢ�������Σ����ڱ�̫��ʱ�ø�˿������ˢ������ѹ����������������������¹۲������������������豸�����ֹ��ij���ëˢ������ָ�˿��
�ġ�ѹװʵ�Ķ�ͷ
��������ѹ��ʵ�Ķ�ͷ��ѹ��ߴ簴����������������ܳ���ִ�С����������豸���ְ�ߡ��ְ�ѹ����
�塢����
��.����������ѡ��˿�֣�˿����о�ᣬע����˿����
��.��֤�ƾ���ȣ�������“��Ȧ”����
��.��������������������Ҫ��֤������ֵ�����ʵ�����Ƴ������������ע�����Ƴ������±10mm�ȿ�ͨ����
��.�Լ�Ϊ��������Ա��졣
���������豸����˿�������ֹ�����˿о�ᡢ���ߡ���ֵ���ֱ���
�����㺸��������
��.�����������˿Ҫ��֤�����Ľ��ܽӴ���
��.Ҫ��֤�����ι̣�ȷ������ʱ����˿�����������ϻ��ѣ�
��.�㺸�����������㺸�����ð��Ϊ��ѵ���������Ӧ����������˿���ֵĶ���2mm���ϵ㺸�����㲻����2������ͷȦ˿ͷ��ר�ŵ㺸����ʹ˿ͷ��������
��.����0.8mm˿��Ӧ����������Ӧ�ڵ���˿����������������˿β���ĵ�һȦ��ڶ�Ȧ˿��ദ����������沿��Ӧ����ʪʯ���ߣ���ֹ˿�ľֲ��˻������˿����������
��.�ƶ���ƷʱҪС��������ţ���֤����˿������
��.����Ա����ϸ����ת���µ�����
���������豸������ʽ�㺸���������豸����˿��
�ߡ���ۣ��ؼ���Ҫ����
��.�ø߱��������ϴ˿������ѹ���������ɣ�
��.��Mg�Ϸ�������̯�����Ȳ�����40mm����������ڡ���Ҫ��þоʱ��þоҲ������䣬��100���¶��º�1��3Сʱ��ʹ����ȫ�����ô�����ۣ�
��.��������Ҫ��֤��������ܳ��ȣ�
��.˿��≥0.5mmʱ��Ҫ����˿���ܳ�������֮������þоҪ��ʱӦ������
��.��ۺ�Ҫ�����ȴﵽ2.4��2.6g/�M2��
��.����Խϸ�ĵ���˿������������ԽСԽ�ã�ע�⣺“˿�´�”�������
��.װ���Ķ�ͷӦ��֤��ʹ�������ܶ�����ת������֤ѹ�ζ�ͷ��ȷ���۲�©��
��.ѡ����۳Ĺ�ʱ��˫�Ĺܣ����Ĺ��⾭ӦС�ڹ��ھ�0.5mm���£��ڳĹܾ�Ӧ������˿����⾭0.5mm���£�
��.�Լ���ѹ���Ե���ϸ��ת���µ�����
10.���ʱע���������˵������
a.Ŀ����������˿�ľ����ԡ��Ȱѵ���˿�������ܳ��Ķ���֮һ���۲��Ƿ����ܶȻ������ȣ�
b.�˶��������IJ��ʣ�����ֱ��������������Уֱ��
c.���������������Уֱ��
d.�ӷ��������㹫ʽ�����Բ���˿�ء�����������ͷ��������
W=d2•L•V≈0.785 d2•L•V
ʽ�У�d—���ھ��M
L—�ܳ��� �M
V—���ܶ�2.4��2.6g/�M2
���������豸����ۻ����Զ������ǡ����䡢���ߡ���ϴ�̡����͡�
�ˡ�����
��.��ϸ�ؽ��������в�λ���øɾ���
��.����ע�ⷽ��֤ʵ�Ķ�ͷ�Ƚ������������չ����ᳫ�������ܣ���
��.���ܺ�ܾ�����Ϊ±0.08mm������Բ�乫�����ڣ���
��.���ܺ�ֱ�߶�Ϊÿ�ײ�����4mm��
��.ÿ����һ�������������Լ�������8����
��.������Ա���ܾ���ֱ�߶ȣ������20���ĵ���ֵ���ܳ���
ע�����ܺ���������֮��Ӧ������������Ҫ��“���ܺ�ܳ�”3%���������ܺ�ܳ�����������ʱ����Ʒ��������ϡ�
���������豸�����ܻ������ߡ����ߡ�
�š�����ͷ
��.��֤�����������Գƣ�������¶����������2mm��
��.���ӵij��ȹ���Ϊ±0.5mm��
��.��ﱵ���ȥ��Բë�̣�
��.�Լ�Ϊ��������Ա��졣
���������豸��̨���DZ��������ֵ������ߡ��ְ�ߡ�
ʮ���˻�
��.�Ƿ��˻��˻�ʽ���¶Ȱ�������Ҫ��
a.ͭ���˻������������˻��¶���400�����ң��˻���ɫΪ���죻
b.̼�ֹܡ�����ֹ�ʹ�þֲ��˻����̼�ֹ��¶���500�����ң��˻���ɫ�к졣����ֹ��¶���700�����ң��˻���ɫ�ס�
��.��¯�˻�ʱ�������ӷֲ���ȵط���¯�ڣ�������Ϊ��ӵ���������˻���
�����������豸���˻�¯���ֲ��˻�¯�������豸
ʮһ�����
��.��������Ҫ������������¶���ȣ����пڵ���ĥ�������ƣ�������0.5×45°����֤��֮���������˳�������룻
��.��ͼ����Ʒ�������Σ�������۲��������ԵĻ�е�˺ۻ�ֲ����ͣ����������������ơ���������
��.�����뾶С��3���ܾ������˻������£�Ӧ��֤�ܺ��췽���ڣҴ��������ѣ���
��.�Լ�Ϊ��������Ա�첢��졣
���������豸����ܼоߡ���ܻ�����ѹ�����崲��ɰ�ֻ������ߡ����ܽǶȳߡ����ߡ�
ʮ��������
��.Ҫ����ǥ����������ٽӰ������ʱ��ǥ���������ι̿ɿ���
��.���ڼ���Һ��������ܱ�Ԫ����Ӧ�ܳ���0.3��1.2MPaѹ������ʱ5mm�ľ�ˮѹ����������©����
���������豸�������豸�����ֺ�����
ʮ�������
��.ʱ���ڰ���������У�
��.������Mg�Ϸ��ڵ�3��4mm ��ȣ��������ɾ����ر�ע������ڱڼ����Ʋ��ֲ�����þ�۴��ڣ�
��.���ǰ������ʹ��Ԫ����ѹ2000��/1s���������磬��Ե�����
��.�����ڽ���Ӧ��ת�Ŷ�ѹ�ϣ�Ȼ������ĸ����Ȧ��
��.���η�ڵĵ���Ԫ��Ӧ���������ִ�С�
ʮ�ġ����洦��
��.��������������Ƿ���洦�������洦�������ࣻ
��.Ҫ��Ϳ������ȣ���࣬�����ݣ�����;ֲ��ѻ�����
��.��ϴʱ�������ˣ���ʴ����������
��.Ԥ�ȴ����ɾ���Ҫ���洦���ı��档�ر��ǽ��������ߵ�ȡ�
ʮ�塢���ռ���
��.��Ե���������ʱ10s��
��.��ѹ��
φ16���ϡ�����4������3000��/10s��
φ10��φ8 ����4������2000��/10s��
φ6.5 ����2������1800V/10s��
������������
��.��̬���裺����������Ҫ��
��.��ۼ�飬������״���ߴ�Ӧ���ϲ�ƷҪ��
��.й¶����ÿ���γ��5%��й¶����С��0.5mA��
��.��̬��Եÿ���γ��5%��ͬʱ�۲췢�Ⱦ����ԡ�
�ϵ��1�����ڼ����̬��Ե≥2MΩ������Ȼ��������ȴ1Сʱ�������ԵӦ�ָ���100 MΩ���ϡ�
���������豸���Զ�����װ�á���ֵ���ֱ���й©�������ߡ����ߡ��ְ�ߡ�ƽ�塣
ʮ�������ǣ����ͻ�Ҫ����С�
ʮ�ߡ���װ���ȹܣ����ͻ�Ҫ����С�